Mushroom Substrate Pasteurization Chamber Design
This advanced Mushroom Substrate Pasteurization Chamber is designed to handle 15,000 kg of raw substrate per cycle, incorporating energy-efficient and eco-friendly systems. It ensures uniform pasteurization while optimizing resource usage through heat recirculation and fresh air intake via an Air Handling Unit (AHU).
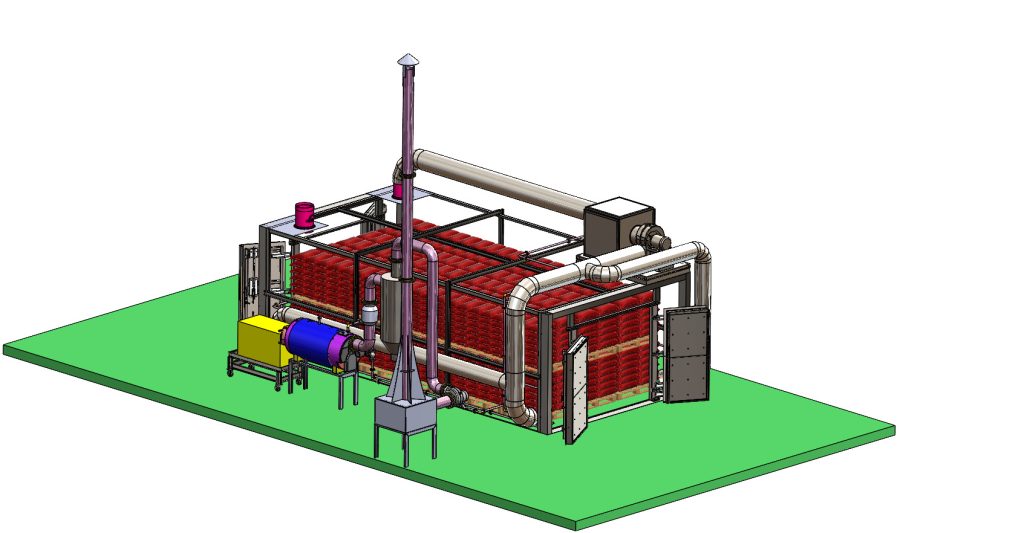
Key Features and Components:
- Pasteurization Chamber:
- Fully insulated chamber to minimize heat loss and maximize energy efficiency.
- Accommodates 15,000 kg of raw substrate in trays or bulk configuration.
- Designed with durable internal materials that withstand prolonged exposure to steam and high temperatures.
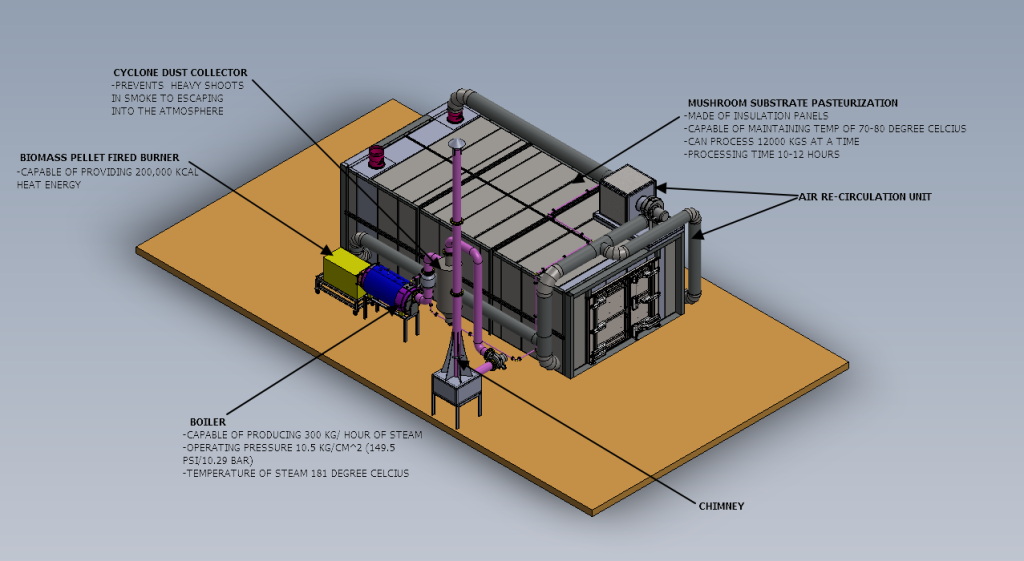
- Boiler System:
- A high-efficiency boiler generates the necessary steam for pasteurization.
- Designed to work with multiple fuel options for adaptability, focusing on pellet-based heating for cost-effectiveness.
- Pellet-Fired Burner:
- Eco-friendly burner fueled by biomass pellets, providing a sustainable heat source.
- Ensures consistent heat supply to the boiler, reducing dependency on fossil fuels.
- Air Handling Unit (AHU):
- Heat Recirculation System: Captures and reuses heat from exhaust gases, reducing overall energy consumption.
- Fresh Air Intake System: Supplies filtered and preheated fresh air to maintain the required chamber conditions, ensuring uniform pasteurization while balancing humidity and oxygen levels.
- Integrated with sensors and controls to optimize airflow, temperature, and humidity within the chamber.
- Cyclone Separator:
- Separates solid particles from the flue gases produced by the pellet burner.
- Ensures compliance with environmental regulations by reducing particulate emissions.
- Induced Draft (ID) Fan:
- Maintains controlled negative pressure throughout the system for smooth airflow.
- Ensures effective removal of gases and moisture from the chamber and proper functioning of the cyclone separator and chimney.
- Chimney:
- Directs cleaned exhaust gases from the system into the atmosphere.
- Built with materials and dimensions that ensure compliance with local air quality and emission standards.
- Insulation System:
- High-grade insulation around the chamber, boiler, and AHU to reduce heat loss.
- Enhances energy efficiency and ensures consistent internal temperatures.
Pasteurization Process Workflow:
- Raw Substrate Loading:
The raw substrate (e.g., straw, sawdust, or other materials) is loaded into the chamber in bulk or trays. - Steam Generation:
The pellet-fired burner heats the boiler to generate steam, which is circulated into the pasteurization chamber. - Pasteurization:
The substrate is exposed to steam at controlled temperatures (typically 60–70°C) for a specified duration to eliminate pathogens and competing organisms. - Airflow and Heat Recirculation:
- The AHU captures waste heat from the exhaust and reintroduces it into the chamber, ensuring uniform heating while reducing fuel consumption.
- The AHU also introduces fresh, filtered air to maintain optimal oxygen levels and chamber conditions.
- Exhaust Management:
- The ID fan directs excess gases and moisture through the cyclone separator to remove particulates.
- Cleaned exhaust gases are safely released via the chimney.
Benefits of the Design:
- Increased Energy Efficiency: The integration of the AHU for heat recirculation significantly reduces fuel consumption.
- High Capacity: Capable of handling 15,000 kg of substrate per cycle, making it ideal for large-scale mushroom production.
- Eco-Friendly Operation: Pellet burner, cyclone separator, and AHU reduce emissions and environmental impact.
- Precise Control: Advanced AHU systems ensure consistent temperature, humidity, and airflow for optimal pasteurization.
- Durable and Scalable: Designed for long-term use with minimal maintenance and easy scalability for larger operations.
This pasteurization chamber design reflects a balance of advanced engineering, sustainability, and practical application. It is an ideal solution for mushroom producers aiming to scale operations while maintaining environmental compliance and energy efficiency.